


包丁一丁ができるまでには、手作業による多くの工程を経なければなりません。その全ての工程は機械化が難しく、作業は職人の領域です。
吉金刃物の手掛ける和包丁は、三条鍛冶の伝統的製法によって鍛造から仕上げ、箱入れまで一貫生産で行う丹精を込めた一品です。
包丁ができるまで
鍛造工程/火造り

1加熱、叩き
和包丁(片刃)の地金になる極軟鉄を赤く熱し、ハンマーで叩く。

2軟鉄と鋼の接合
硼砂と酸化鉄を混ぜ合わせた当社独自の接合剤を地金の上にまぶし、鋼をのせて1050℃前後の温度帯で加熱する。

3圧着
炉より温度の上がった材料を素早く取り出し、ハンマーで圧着(鍛造)する。


4鍛造・コミ出し
更に、材料の厚みやバランスを見ながら適当な形状に鍛造しながら、包丁の柄が入る中子(コミ)を打ち伸ばし、おおよその形にする。(コミ出し)

5広げ
その後、温度を下げて、鋼の締まる温度帯で厚みを調整しながら鋼を締めていく。(広げ)


6切りおとし
材料の厚みと鋼を締める「広げ」の工程を経て、広がりすぎた軟鉄を切りおとす。

7ならし打ち
もう一度、温度を下げさらに鋼を締め(ならし打ち)鍛造が終了。
成形
8成形
鍛造を終えた包丁の原型ともいうべき材料を荒削りして、サイズの調整をする。(型すり)
熱処理工程/焼入れ、焼戻し
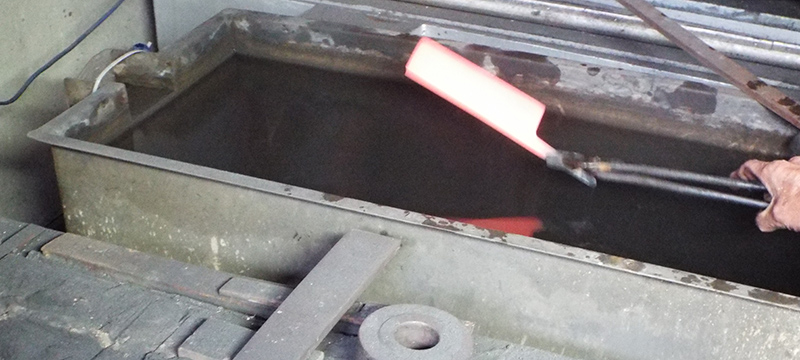
9焼入れ
包丁全体に砥の粉をぬり十分に乾燥させ加熱する。
一定の温度になったら包丁を水に入れ急激に冷やす。これが「焼入れ」の工程である。
更に、焼入れた後材質は硬く、鋼に粘り強さがない為、180℃程度の低温炉や油でゆっくり加熱する。
これが「焼戻し」で、刃物の粘り強く長切れする金属組織を造り出すための重要な工程である。
仕上工程

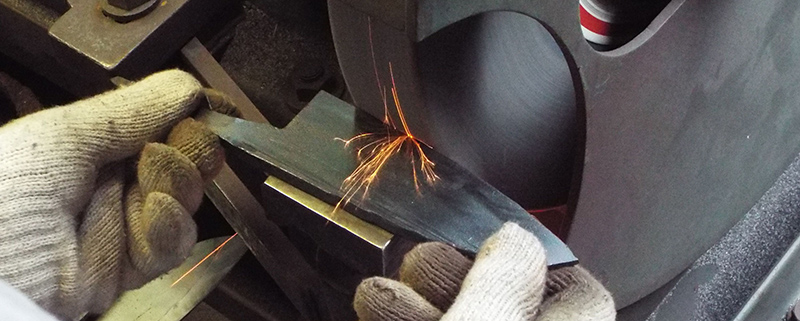
10狂い取り

荒研ぎ
包丁全体のひずみを取り、荒い砥石でバランスよく砥ぎだしていく(狂い取り)。その際、焼入れ後は品物に熱がかかるのを防ぐ為、多量の水をかけながらひずみや焼き戻りに注意しながら仕上げる。(荒研ぎ)

11バフ掛け

柄入れ

銘切り
荒砥、中砥ぎ、仕上げの順ですすめ、柄を入れて包丁になる。そして銘切りや箱入れをし、製品になる。